When Does Pump Vibration Signal Rotating Equipment Failure?

Pump vibration rarely announces itself as a catastrophic failure. Instead, it builds gradually—a barely perceptible increase in amplitude, a slight frequency shift, or an intermittent resonance that appears and disappears without an obvious pattern.
For maintenance teams managing centrifugal pumps, understanding these vibration patterns means the difference between planned maintenance and emergency shutdowns. Equipment that operates smoothly one week can develop critical faults the next if early warning signs go unrecognized.
This article explains how to recognize vibration signatures that signal equipment failure, when immediate action is required, and how proper diagnosis prevents costly downtime in rotating equipment operations.
Understanding Normal vs. Abnormal Pump Vibration
What Constitutes Normal Centrifugal Pump Operating Vibration?
All rotating equipment generates some level of vibration during operation. Pumps convert rotational energy to fluid movement through impellers, couplings, bearings, and shaft dynamics. These components produce characteristic vibration frequencies that remain consistent during normal operation.
Baseline vibration levels depend on pump type, size, operating speed, and process conditions. A properly aligned, well-maintained centrifugal pump operating within design parameters typically generates vibration amplitudes below industry-standard velocity limits.
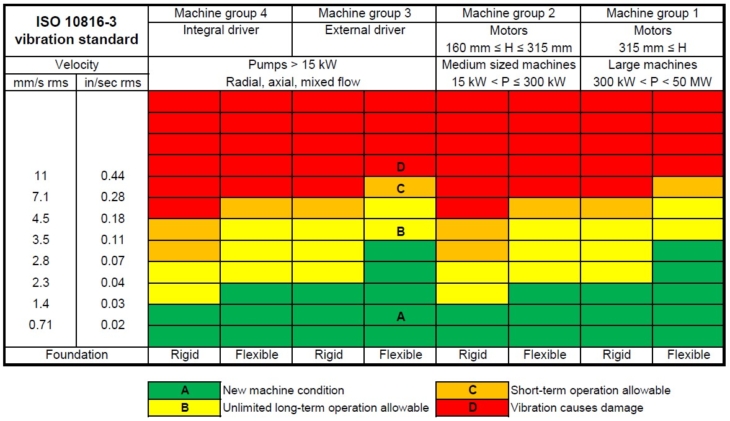
ISO 10816 provides vibration severity guidelines for rotating machinery. Zone A indicates equipment operating within acceptable limits. Zone B suggests increased monitoring. Zones C and D require immediate investigation and corrective action. These classifications apply across pump types and sizes, making ISO 10816 the most widely referenced benchmark for centrifugal pump vibration assessment.
Vibration Patterns That Indicate Problems
Abnormal vibration manifests through amplitude increases, frequency changes, or pattern shifts that deviate from baseline conditions. These changes indicate developing mechanical problems that will worsen without intervention.
Sudden vibration increases often signal acute problems like coupling failure or bearing damage. Gradual increases suggest progressive degradation such as wear, misalignment drift, or fouling accumulation.
Illustrative example: Consider a situation common in Gulf Coast refinery operations: a boiler feed pump shows a 40% vibration increase over three weeks. Analysis reveals bearing clearances have opened beyond specification due to lubricant contamination. In a case like this, catching the trend during scheduled rounds could prevent an in-service failure costing upwards of $100,000 in lost production.
Common Causes of Centrifugal Pump Vibration
Bearing Degradation and Failure
Bearing problems generate high-frequency vibration that increases as damage progresses. Rolling element bearings produce distinct frequencies related to ball pass frequency, cage frequency, and bearing defect frequencies.
Early bearing degradation creates ultrasonic frequencies detectable with specialized instruments before amplitude increases become obvious in standard velocity measurements. As damage advances, vibration energy moves into lower frequency ranges measurable with standard monitoring equipment.
Bearing failures stem from lubrication breakdown, contamination, overload, or installation errors. Insufficient lubrication causes metal-to-metal contact and rapid wear. Contamination introduces abrasive particles that damage bearing surfaces. Overload from misalignment or process upsets exceeds bearing capacity.
Shaft Misalignment
Misalignment produces vibration at one times and two times running speed, with axial vibration often exceeding radial components. Angular misalignment generates primarily axial vibration. Parallel misalignment creates radial vibration.
Thermal growth, piping strain, foundation settlement, and soft foot conditions cause alignment to drift from installation specifications. Equipment that starts out properly aligned can develop misalignment through operational stresses.
What maintenance teams often miss: Alignment specifications must account for thermal growth at operating temperature. Cold alignment targets differ from hot running alignment. Pumps handling hot fluids require offset alignment at installation to achieve proper alignment at operating temperature.
Impeller Imbalance
Imbalance creates vibration at one times running speed with predominantly radial amplitude. This frequency signature helps distinguish imbalance from other fault conditions.
Impeller imbalance develops through erosion, corrosion, fouling, or cavitation damage. Abrasive fluids erode impeller vanes unevenly. Corrosive process conditions remove material asymmetrically. Scale or deposits accumulate inconsistently across impeller surfaces.
Cavitation damage on impeller inlet vanes creates mass imbalance while simultaneously degrading hydraulic performance. The combination of increased vibration and reduced efficiency signals cavitation problems requiring immediate attention.
Mechanical Looseness
Mechanical looseness generates multiple harmonics of running speed with amplitude changes during start-up and shutdown transients. Loose hold-down bolts, degraded grout, cracked baseplates, or worn bearings allow excessive motion that amplifies other vibration sources.
Looseness often appears as a secondary problem that exacerbates primary faults. A slightly misaligned pump with tight mechanical connections may operate acceptably. The same misalignment combined with loose mounting bolts creates destructive vibration levels.
Pump Vibration Frequency Analysis: How to Diagnose the Problem
Why Frequency Matters More Than Amplitude Alone
Overall vibration amplitude indicates problem severity but provides limited diagnostic information. Frequency analysis identifies specific mechanical faults through characteristic vibration patterns.
Each rotating component generates vibration at predictable frequencies based on geometry and operating speed. Bearing defects produce frequencies calculated from bearing dimensions and shaft speed. Gear mesh problems generate tooth engagement frequencies. Blade pass frequencies indicate impeller or fan issues.
Key Pump Vibration Frequency Signatures and What They Indicate
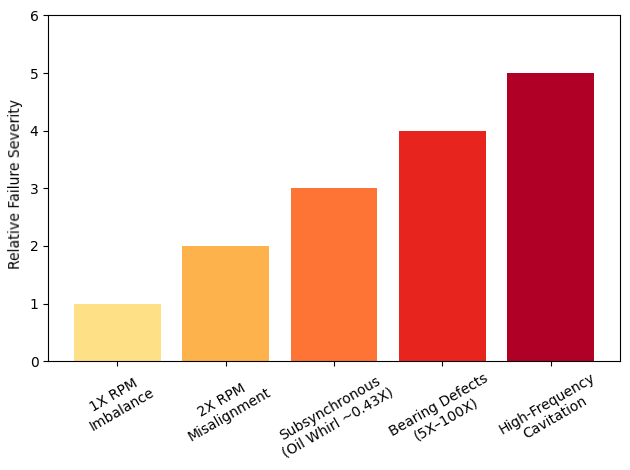
- 1X RPM (one times running speed): Indicates imbalance, bent shaft, or eccentric mounting. High axial vibration at 1X suggests misalignment. Predominantly radial vibration at 1X points to imbalance.
- 2X RPM (two times running speed): Primarily indicates misalignment or mechanical looseness. Angular misalignment generates strong 2X axial vibration. Parallel misalignment produces 2X radial vibration.
- Subsynchronous (below 1X RPM): Suggests fluid-induced instability, seal rub, or bearing problems. Oil whirl in journal bearings creates vibration at approximately 0.43X running speed. Seal rub produces subsynchronous frequencies with amplitude modulation.
- High-frequency vibration: Indicates bearing defects, cavitation, or flow turbulence. Bearing fault frequencies range from 5X to 100X running speed depending on bearing geometry. Cavitation generates broad-band high-frequency energy.
Illustrative scenario: In a typical diagnostic situation, a petrochemical product pump develops sudden vibration increases. Frequency analysis shows dominant energy at bearing outer race frequency (7.2X running speed) — a signature consistent with outer race spalling. Early detection through frequency analysis in cases like these can prevent catastrophic bearing failure and secondary damage to shaft and seal components.
When to Take Immediate Action: Critical Vibration Thresholds
Vibration monitoring programs establish alarm and shutdown limits based on equipment criticality and consequences of failure. Alarm limits trigger investigation and corrective action planning. Shutdown limits require immediate equipment removal from service.
ISO 10816 Zone C represents unsatisfactory operation requiring prompt corrective action. Zone D indicates dangerous conditions requiring immediate shutdown. Equipment operating in Zone D risks catastrophic failure with secondary damage to connected systems.
Rate of change often matters more than absolute amplitude. Vibration that doubles in a week indicates rapidly developing problems requiring immediate response regardless of whether absolute levels reach alarm limits.
Warning Signs That Require Immediate Shutdown
Certain vibration characteristics indicate imminent failure requiring immediate equipment shutdown:
- Sudden vibration increases of 100% or more suggest acute mechanical failure. Coupling failure, shaft breakage, or bearing seizure create rapid amplitude changes that precede catastrophic failure.
- Unusual noise accompanying vibration increases indicates contact between rotating and stationary components. Metal-to-metal contact generates heat and accelerates damage progression.
- Temperature increases combined with vibration changes confirm bearing distress or lubrication failure. Bearing temperatures exceeding normal operating ranges by 20°F or more require immediate attention.
- Visible shaft deflection or housing movement indicates severe mechanical problems. Equipment exhibiting visible motion exceeds safe operating limits and risks structural failure.
What operators should know: Trust your senses. If equipment sounds different, feels rougher, or exhibits unusual behavior, don’t wait for monitoring systems to alarm. Experienced operators detect problems through sensory observation before instruments confirm mechanical faults.
Experiencing pump vibration issues? Houston Dynamic Service provides comprehensive vibration analysis and rotating equipment repair. Contact our diagnostic team for expert assessment.
Diagnostic Approach for Pump Vibration Troubleshooting
Proper vibration diagnosis follows a systematic methodology that moves from data collection through analysis to root cause identification.
Step 1: Establish Baseline Measurements and Trending
Effective vibration programs establish baseline measurements during commissioning or after overhaul. These baselines define normal operating characteristics for comparison with subsequent measurements.
Trending tracks vibration changes over time to identify degradation patterns. Monthly or quarterly measurements capture gradual changes. More frequent monitoring suits critical equipment or known problem areas.
Measurement consistency requires standardized locations, orientations, and operating conditions. Horizontal, vertical, and axial measurements at bearing locations provide comprehensive coverage. Recording process conditions (flow, pressure, temperature) enables correlation with operational changes.
Step 2: Collect Measurements at Correct Locations
Bearing housings provide primary measurement points for pump vibration. Inboard and outboard bearings on both driver and driven equipment require independent monitoring. Measurements closest to bearings provide the clearest fault signatures.
Tri-axial measurements (horizontal, vertical, axial) capture complete vibration behavior. Radial measurements detect imbalance and misalignment. Axial measurements identify thrust issues and angular misalignment.
Measurement technique affects data quality. Magnetic mounting provides repeatable positioning. Handheld measurements require firm contact pressure applied consistently. Stud-mounted accelerometers offer permanent installation for continuous monitoring.
Step 3: Analyze Frequency Data and Identify Root Cause
Frequency analysis converts time-domain vibration data into spectra that reveal characteristic fault patterns. Comparing current spectra to baselines highlights developing problems. Correlating frequency signatures with known fault patterns identifies specific mechanical issues requiring correction.
When to Involve Specialists

Internal monitoring identifies problems requiring expert diagnosis. Complex fault signatures, multiple simultaneous problems, or critical equipment failures benefit from specialist analysis.
Operating deflection shape analysis, modal analysis, and advanced diagnostic techniques require specialized equipment and expertise. These tools identify structural resonance, piping-induced vibration, and complex coupling between mechanical systems.
Balancing, alignment, and precision measurement services often justify specialist involvement. Field balancing requires specialized equipment. Precision alignment demands laser systems and thermal growth calculations. Bearing and seal clearance verification needs micrometers and dial indicators.
Corrective Actions Based on Vibration Diagnosis
Vibration diagnosis identifies mechanical faults requiring specific corrective actions. Proper repairs address root causes rather than symptoms.
Bearing Replacement and Installation
Bearing replacement requires proper installation procedures to prevent premature failure. Shaft and housing dimensions must meet bearing manufacturer tolerances. Interference fits specified by the bearing supplier ensure proper load distribution.
Heating bearings to installation temperature prevents installation damage. Hydraulic mounting tools provide controlled installation force. Cold installation risks rolling element and raceway damage that seeds future failures.
Lubrication selection matches bearing type, speed, and operating conditions. Grease specifications include base oil viscosity, thickener type, and operating temperature range. Oil lubrication systems require cleanliness control and proper circulation.
Alignment Correction Procedures
Precision alignment reduces vibration and extends component life. Laser alignment systems measure angular and parallel misalignment in both vertical and horizontal planes.
Soft foot correction precedes alignment adjustment. All mounting feet must contact the baseplate surface uniformly. Gaps under mounting feet create unstable geometry and prevent accurate alignment.
Piping strain assessment ensures process connections don’t pull equipment out of alignment. Excessive flange bolt loading or thermal expansion forces require piping modification. Equipment shouldn’t support piping weight or absorb thermal movement.
Impeller Balancing and Repair
Impeller removal reveals erosion, corrosion, or cavitation damage. Material loss from vane surfaces creates imbalance requiring correction before reinstallation.
Balancing procedures depend on impeller condition and residual imbalance. Minor corrections use adhesive weights. Significant imbalance requires material removal or weld repair followed by balancing.
Cavitation damage on the impeller inlet indicates upstream problems requiring process investigation. Insufficient net positive suction head, suction line restrictions, or vapor formation cause cavitation. Impeller repair without addressing root causes leads to recurring failures.
Prevention Through Proper Maintenance
Proactive maintenance prevents vibration problems before they develop into equipment failures. Systematic programs combine monitoring, lubrication, and periodic inspection.
Lubrication Programs That Prevent Bearing Failures
Proper lubrication maintains bearing performance and prevents premature failure. Lubrication programs specify lubricant type, regreasing intervals, and quantity for each piece of equipment.
Overgreasing causes excessive temperatures and seal failures. Undergreasing permits metal-to-metal contact and rapid wear. Correct grease volume maintains film thickness without overfilling bearing cavities.
Lubricant condition monitoring detects contamination and degradation. Oil analysis identifies wear particles, water contamination, and oxidation. Trending oil analysis results predict bearing condition and remaining life.
Alignment Verification Intervals
Alignment drifts through thermal cycling, foundation settlement, and piping stress changes. Verification intervals depend on equipment criticality and operating severity.
Annual alignment checks suit stable installations operating within design parameters. More frequent verification applies to equipment experiencing process upsets, high temperatures, or known piping strain issues.
Post-maintenance alignment confirms work quality. Any intervention affecting equipment mounting, coupling, or mechanical configuration requires alignment verification before return to service.
Process Condition Monitoring
Operating conditions influence vibration behavior. Flow rate, suction pressure, discharge pressure, and fluid properties affect pump hydraulics and mechanical loading.
Operating away from the best efficiency point increases hydraulic loading and vibration. Excessive flow creates high radial loads. Throttled operation promotes recirculation and unstable flow patterns.
Suction conditions particularly affect pump reliability. Insufficient net positive suction head available causes cavitation. Vortexing at the pump inlet introduces air and creates erratic operation. Two-phase flow generates hydraulic instability and mechanical loading.
Houston Dynamic Services: Your Partner in Pump Reliability
Pump vibration tells a story about mechanical conditions and developing problems. Learning to recognize critical patterns prevents emergency failures and extends equipment life.
Effective vibration programs combine regular monitoring, frequency analysis, and trending to detect problems early. Understanding characteristic fault signatures enables accurate diagnosis and appropriate corrective action.
Most importantly, vibration monitoring supports business objectives by preventing unplanned downtime. Equipment running smoothly maintains production schedules, avoids emergency repair costs, and protects connected systems from secondary damage.
For facilities managing rotating equipment, vibration awareness represents practical knowledge that pays dividends every operating day. The equipment that doesn’t fail is the equipment that gets monitored, diagnosed, and maintained before problems become critical.
Need expert diagnosis for pump vibration issues? Houston Dynamic Service provides comprehensive rotating equipment repair, precision alignment, and vibration analysis. Our ISO 9001-certified facility serves energy, petrochemical, and industrial manufacturing sectors with 50+ years of hands-on experience. Contact us at 713-636-5587 or request service online.
_______________________________________________________________
Frequently Asked Questions
Q: What vibration level requires immediate pump shutdown?
A: Vibration exceeding ISO 10816 Zone D limits requires immediate shutdown. Additionally, sudden vibration increases of 100% or more, unusual noise, visible shaft deflection, or bearing temperatures 20°F above normal indicate conditions requiring immediate equipment removal from service regardless of absolute vibration levels.
Q: How do you diagnose the cause of pump vibration?
A: Vibration diagnosis uses frequency analysis to identify characteristic fault signatures. 1x running speed indicates imbalance. Two times running speed suggests misalignment. High frequencies point to bearing defects. Analyzing vibration spectra reveals specific mechanical problems requiring correction.
Q: What causes centrifugal pump vibration to increase gradually?
A: Gradual vibration increases typically indicate progressive wear, bearing degradation, alignment drift, or fouling accumulation. Bearings develop clearances through normal wear. Thermal cycling causes alignment changes. Impeller erosion or scale buildup creates imbalance. These conditions worsen over time, producing steadily increasing vibration amplitudes.
Q: Can vibration analysis prevent pump failures?
A: Yes. Vibration monitoring detects developing mechanical problems before catastrophic failure occurs. Regular measurements establish trends showing degradation patterns. Frequency analysis identifies specific fault mechanisms. Early detection enables planned maintenance that prevents emergency shutdowns and secondary damage to connected equipment.
Q: What equipment measures pump vibration?
A: Vibration measurement uses accelerometers or velocity sensors mounted on bearing housings. Handheld data collectors enable route-based monitoring. Permanently installed systems provide continuous surveillance. Analysis software converts time-domain signals into frequency spectra showing characteristic fault patterns. Measurement accuracy requires proper sensor mounting and consistent technique.
Q: How often should pump vibration be monitored?
A: Monitoring frequency depends on equipment criticality and operating conditions. Critical pumps benefit from monthly or quarterly measurements during normal operation. Increased monitoring frequency suits equipment with known problems or operating near alarm limits. After repairs or modifications, weekly monitoring confirms proper installation and stable operation.
Q: What is the difference between imbalance and misalignment vibration?
A: Imbalance generates predominantly radial vibration at one times running speed. Misalignment produces vibration at one times and two times running speed with a significant axial component. Frequency analysis and directional measurements distinguish between these fault conditions. Proper diagnosis ensures correct corrective action rather than trial-and-error repairs.
Share this post:
Recent posts:


